 gravbiz@mail.ru
gravbiz@mail.ru 


 Робот для сварки 2550
Робот для сварки 2550



Этот диалог является частью определения параметров станка в DeskProto и может быть вызван с помощью кнопки Advanced Settings (Дополнительные настройки) в диалоговом окне Machine definition dialog (Определение станка). Расширенные настройки обеспечивают доступность и размеры опциональных осей вращения A и B.
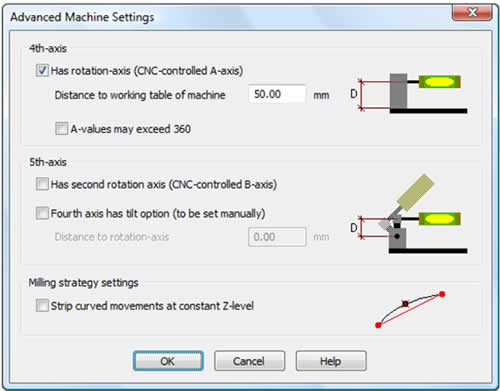
Возможность указать наличие 4-й оси (оси вращения) должна быть для того, чтобы сделать rotation axis machining (обработку в поворотной оси) доступной для данного станка. Если нет, опция Use rotation-axis (Использовать ось вращения) в разделе Part parameters (Параметры детали) будет серой неактивной.
Ось A - это устройство, которое вращает деталь во время обработки, что означает, что вы можете обрабатывать вокруг детали. Изобразить это можно в виде куска мяса, вращающегося на барбекю. Это очень распространенная опция на фрезерных станках с ЧПУ. В DeskProto поддерживается только ось A, что означает, что ось вращения параллельна оси X станка.
Distance to working table of machine (расстояние до рабочего стола станка) - это расстояние между фактической осью оси вращения и ниже до стола станка: это значение определяет максимальный диаметр блока (или фактически радиус), который все еще может быть подвергнут вращению на этом станке.
На большинстве станков ось вращения может поворачиваться только ограниченное число раз, и станок должен затем выполнить повороты назад. Либо из-за механических ограничений, либо из-за ограничений программного обеспечения. Некоторые станки позволяют вращать в одном направлении: вы можете использовать опцию A-values may exceed 360 degrees (А- значения могут превышать 360 градусов). Обратите внимание, что значение угла, которое отправляется на станок, будет сохраняться (например, после 100 вращений он будет равен А
= 36000 градусов).
Для 5-й оси DeskProto поддерживает два разных типа.
Первым (first) типом 5-й оси является CNC controlled B-axis (управляемая ЧПУ ось B), такая ось, идентична 4-й оси, но теперь установлена параллельно Y, вместо А параллельной X. Когда и 4-я ось и эта 5-я ось сконфигурированы, в результате получим 5-ти осевой фрезерный станок. DeskProto поддерживает только те 5-ти осевые станки, в которых деталь вращается (а не станки, где вращается фреза). Кроме того, эта 5-я ось может использоваться только для индексированной обработки (indexed machining), используя команды «Пуск» (Start commands), заданные в параметрах Операции.
Второй (second) тип 5-й оси абсолютно не распространен: это вариант наклона четвертой оси. Этот тип поддерживает только несколько станков. Как показывает иконка в окне диалога, блок 4-й оси будет полностью наклонен, как открывающийся мост. Поскольку это вращение вокруг оси Y, технически говоря, это вращение оси B. Преимущество заключается в том, что при механической обработке кольца это вращение позволяет вам также обрабатывать и внутреннюю часть кольца. Обратите внимание, что только DeskProto поддерживает manually controlled (управляемую вручную) 5-ю ось.
Для изображения см. вкладку 5-й оси (5th axis tab) параметров операции.
Если этот параметр не установлен, опция Use rotation-axis tilt option (Использовать опцию поворота оси вращения) в Параметрах детали будет выделена серым цветом.
Для этого параметра доступен один дополнительный параметр: расстояние до оси поворота, которое устанавливает вертикальное расстояние между осью A и осью B (см. иллюстрации). Обратите внимание, что для большинства стаковн с 5-й осью (например, Roland JWX-10 и MDX-40) это расстояние составляет 0,00
Третья расширенная настройка машины - это оптимизация для траекторий инструмента:
Strip curved movements at constant Z-level (Зачистка изогнутых движений с постоянным Z- уровнем). Эта оптимизация делает NC-файл короче, удалив некоторые промежуточные точки на траектории инструмента. Каждая траектория инструмента построена с использованием большого количества коротких прямых линий, длина которых на каждом сегменте линии, определяется размерным шагом по траектории инструмента (Stepsize along toolpath). Вдоль прямой траектория инструмента также будет рассчитана как серия сегментов, и для такого прямого перемещения фактически можно пропустить все промежуточные точки: одна длинная линия приведет к тому же движению фрезы. Эта оптимизация для прямых линий в DeskProto выполняются автоматически.
Этот простой подход невозможен для кривых траекторий, таких как окружность и спираль (Circular and Spiral), поскольку DeskProto не поддерживает перемещения по дуге. Круговая траектория также построена с использованием большого количества коротких прямых линий, однако здесь удаление точки слегка изменяет траекторию инструмента. Такие небольшие изменения не имеют значения также и при обработке плоской горизонтальной поверхности.
Для некоторых станков удаление точек сделает движение быстрее, а также более плавным, поскольку контроллер этого станка не имеет достаточной расчетной мощности, чтобы вычислить каждое небольшое движение во времени, для поддержки скорости станка. В результате, движение будет неплавным. Для такого станка вы можете проверить этот параметр, и тогда DeskProto удалит половину точек на круговой траектории. Результатом будет более быстрое и плавное движение фрезы.
Обратите внимание, что для некоторых других станков проверка этого параметра будет противоположной и сделает движение медленным. Это произойдет для станков с очень быстрым контроллером, который проверяет угол между двумя последовательными линиями сегментов на траектории инструмента и только поддерживает предельную скорость, в случае если они практически параллельны.
Удаление промежуточных точек приведет к увеличению угла между оставшимися сегментами линий и заставит станок замедлиться. Итак, для этих станков вы не должны проверять этот параметр.






